FLDM











レーザ焼入れ3つの強み
「歪」が少ない
金属の熱処理の永遠の課題である熱処理歪に対して効果があります。周りに無駄な熱影響を与えないので、歪を最小限に抑えることが可能です。
「ピンポイント加熱」ができる
これまで、コイル形状の制約で焼入れできなかった奥まった部位でも光さえ届けば、部分熱処理が可能です。
「省エネルギー」な熱処理
他の熱処理と比較しても1/10以下(弊社試算)の電気代となり、かつ冷却の際に水、油を使用しないので、環境にやさしい熱処理です。
加工実績
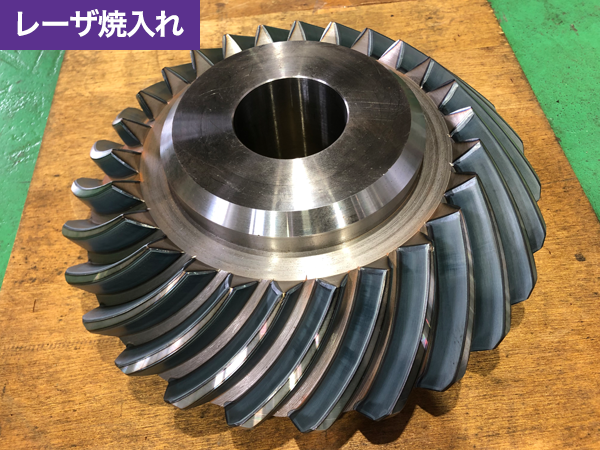
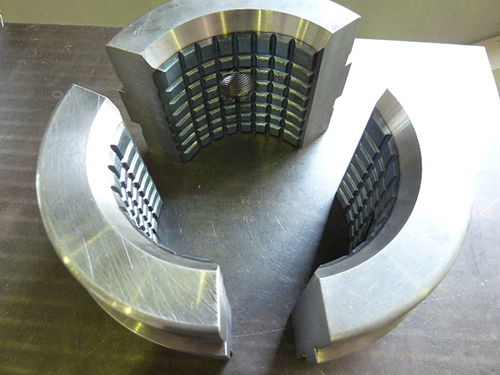
インターナルギヤ
- 材質
- S48C
- 硬度
- HRC60
- 硬化層深さ
- 0.5mm
- PCD付近の歯面のみをレーザ焼入れ。円筒歪を0.1mm以下にすることで、熱処理後の歯研工程を削減しコストダウンにつながった。
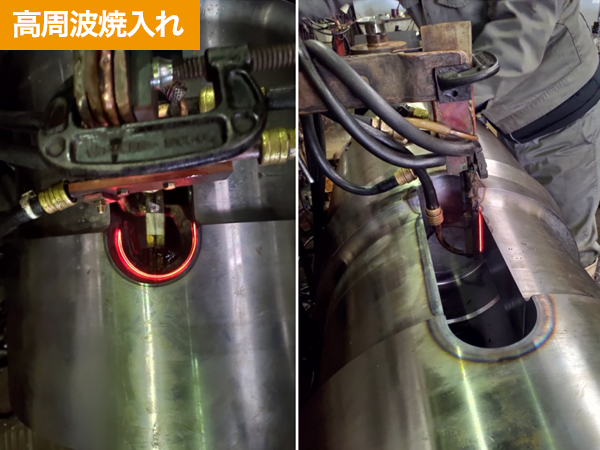
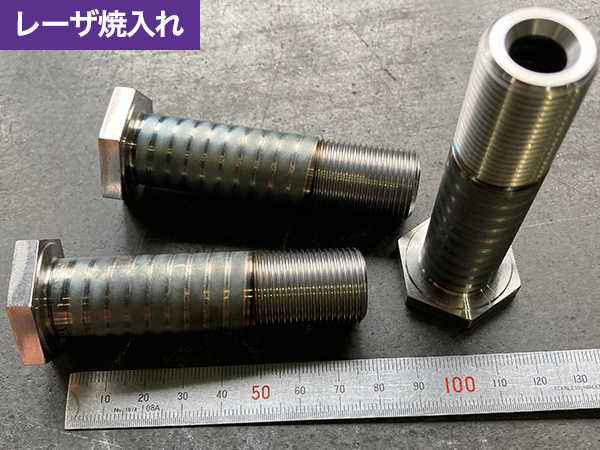
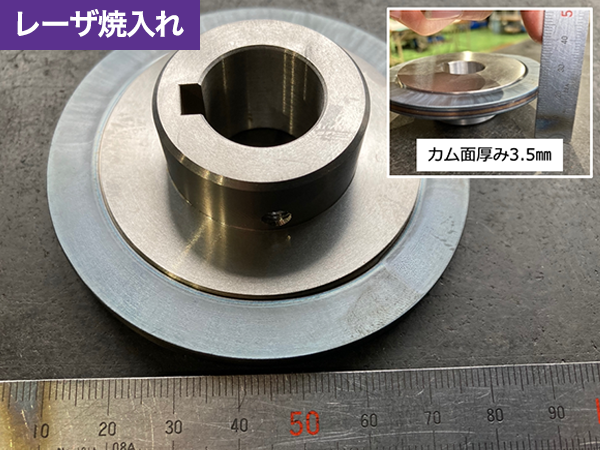
シャフトテーパ部
- 材質
- S45C
- 硬度
- HRC59
- 硬化層深さ
- 0.8mm
- 高周波熱処理の場合、特殊形状のためコイルの製作にコストと時間がかかっていたが、レーザ焼入れだと熱処理コストのみで狙った部位のみ焼入れができる。
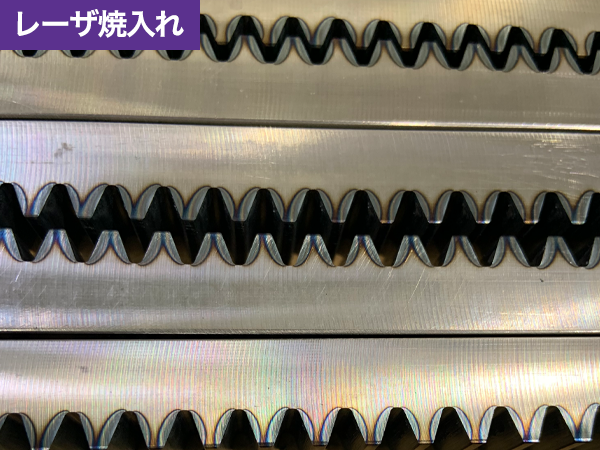
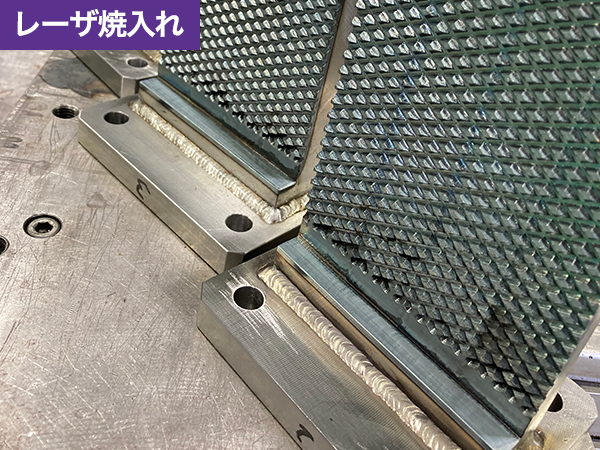
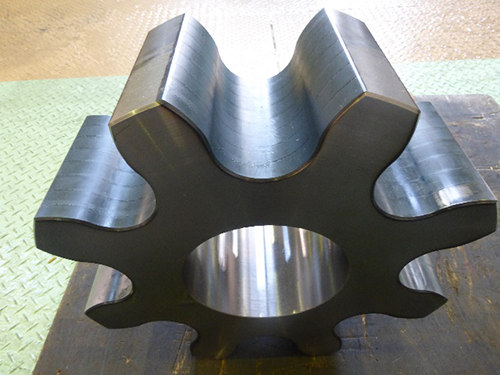
大型ピンギヤ
- 材質
- SCM440
- 硬度
- HRC58
- 硬化層深さ
- 1.0mm
- 大型のピンギアの歯底部のレーザ焼入れ。モジュールが大きいギヤであれば、歯底のレーザ焼入れも可能。
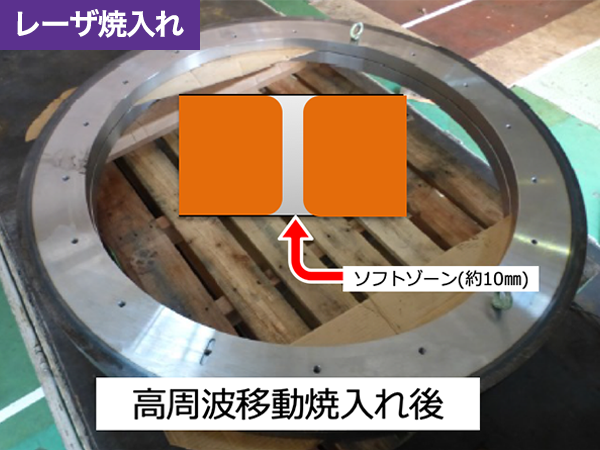
レーザによるソフトゾーン埋め
- 材質
- S45C
- 硬度
- HRC60
- 硬化層深さ
- 2.0mm/レーザ0.8mm
- ゾーンをレーザ焼入れによって1.5mm程度に軽減した。
【特許第6374460号 鋼材部品に表面焼入れを行う方向】
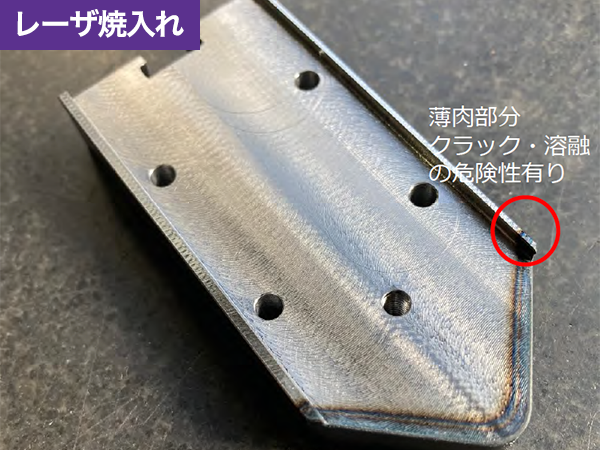
チャック爪
- 材質
- S50C
- 硬度
- HRC62
- 硬化層深さ
- 0.8mm
- チャックの爪部分の把特製品と接触する部分のみのレーザ焼入れ。レーザ焼入れを採用することにより、歪が軽減され後加工を短縮。
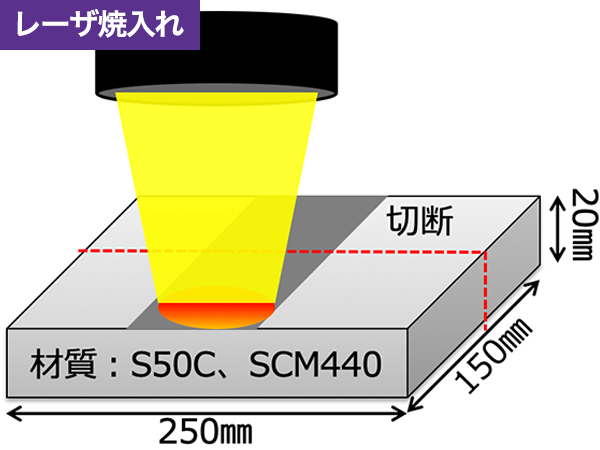
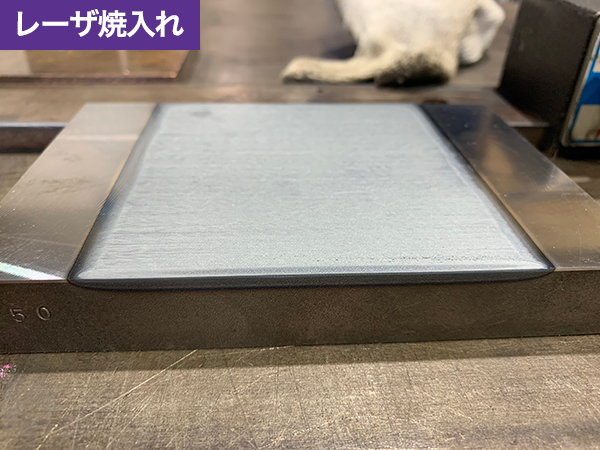
100mm幅レーザ焼入れ
- 材質
- S50C
- 硬度
- HRC60
- 硬化層深さ
- 0.8mm
- 国内最大級の最大出力12KWの半導体レーザと最大110mmまで焼入れ可能なズームホモジナイザーを用いて、100mm幅のレーザ焼入れを実現した。
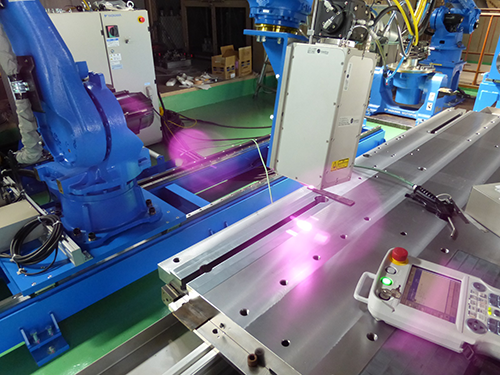
レーザ焼入れ設備
レーザ焼入れ設備
| 設備名 | 波長 | 最大出力 | 特記事項 |
|---|---|---|---|
| LDF12000-100/4800-8 (2018年) |
940nm 960nm 1040nm |
LD_12KW CO_4.8KW |
低スパッタレーザ溶接 高速レーザクラッド 6軸ロボット(50kg可搬) 2軸ポジショナー(500kg可搬) |
| LDF5000-100 (2013年) |
940nm 978nm |
5KW | 熱処理向け温度FBシステム クラッド向け溶融地FBシステム 6軸ロボット(20kg可搬) 2軸ポジショナー(250kg可搬) |
| LDM4000-100 (2016年) |
980nm | 4KW | 出張焼入れシステム 6軸ロボット(20kg可搬) |
| LDF4000-40 (2014年) |
940nm 978nm 1025nm |
4KW | 6軸ロボット(50kg可搬) 2軸ポジショナー(250kg可搬) 1軸横向き低速回転台(rpm30) 1軸横向き高速回転台(rpm800) LDM1000との同時照射可能 |
| LDM3000-100 (2014年) |
935nm | 3KW | 6軸ロボット(25kg可搬) |
| LDM2000-400 (2024年) |
960nm 1020nm |
2KW | 6軸ロボット(50kg可搬) 2軸ポジショナー(250kg可搬) LDM4000との同時照射可能 |
| ALPION (2020年) |
975nm | 300W | 微細レーザクラッド装置 センター粉末供給 マルチ半導体レーザ50W×6本 対応サイズ L250mm×W250mm×H75mm×10kg |
| Meltio (2023年) |
976nm | 1200W | 200Wのダイレクトダイオードレーザを6台搭載 対応サイズ L1000mm×W1000mm×H1000mm |
LDF12000-100/4800-8
国内初
焼入肉盛溶接
LDF5000-100
焼入肉盛
LDF4000-40
焼入肉盛
LDM3000-100
焼入
レーザ関連周辺機器
| 設備名 | 仕様 | 台数 | 特記事項 |
|---|---|---|---|
| ズームホモジナイザー | 1軸(X軸6~50mm/Y軸6.5mm) 1軸(X軸10~116mm/Y軸3.7mm) 2軸(X軸4~38mm/Y軸4~38mm) 2軸(X軸6~34mm/Y軸4~17mm) |
4台 | 矩形にてトップハットビームを自由に可変可能 |
| カメラベース温度フィードバック制御装置 (E-Maqs) |
温度によるプロセスコントロール(焼入れ用途) 溶融地サイズ測定によるプロセスコントロール(肉盛用途) |
1台 | Fraunhofer IWS製 カメラベース温度フィードバック制御装置 |
| 同軸型温度フィードバックシステム | 測定可能範囲500℃~1500℃) | 6台 | 放射温度計により同軸上で加熱温度を測定 設定温度に対してレーザ出力を自動コントロール |
焼戻し炉
| 設備名 | 最高温度 | サイズ |
|---|---|---|
| エレポット2号機 | 800℃ | 小型ピット型電気炉 φ400mm×H400mm |
歪矯正機
| 設備名 | プレス圧 | 対応サイズ |
|---|---|---|
| 油圧式矯正機 | 15ton | 角モノ:L2000×W50×20t 丸物:φ30×L2,000 |
その他附帯設備
| 設備名 | 特記事項 |
|---|---|
| 天井走行クレーン | 2.8ton×2基 |
| フォークリフト | 0.9t×1台 |
レーザ焼入れ技術
レーザ焼入れがなぜ注目されるのか?
レーザ焼入れは、高周波と同じく耐摩耗性、疲れ強さ、じん性の向上を目的とした鋼の表面硬化法として活用されている。
- ・硬化必要部位以外への熱影響が少ない為、歪が最小限に抑えられる
- ・冷却の際に水、油を必要としない
- ・消費電力が非常に少ない
レーザ焼入れ技術に関する詳細な情報は、こちらから