1.はじめに
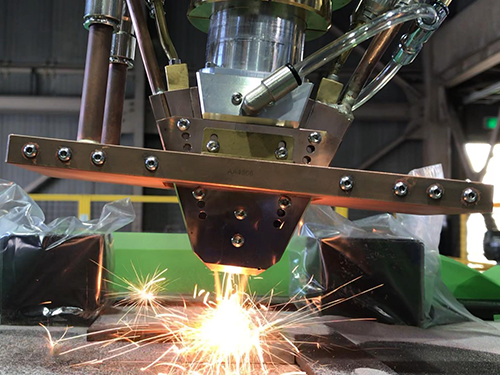
今回は、レーザクラッディング(Fig.1)の応用編について紹介します。レーザクラッディングを上手に使いこなすためには、様々なノウハウが必要です。それらのノウハウをほんの一部ですが解説し、肉盛りのレベルを1段階上げる一助になれば幸いです。
以下、レーザクラッディングを“LC(Laser Cladding)”と表記します。


2.LCの応用事例
2-1 LCの肉盛り硬さについて
LCは、レーザ光によって、ピンポイントで粉末と基材を溶融させながら施工するため、溶融してから凝固するまでの時間が非常に短くなります。そのため、溶融凝固組織が微細になり、肉盛り粉末のカタログなどに記載されている硬さよりも高い硬度が出やすくなります。その一例をTable1に示します。
【Table1 LCの肉盛り硬さ一覧】
| メーカー | 粉末名 | カタログ硬度 | LC硬度 | 備考 | |
| Co基 | ケナメタル | ステライトNo.21 | HRC27-40 | HRC41-43 | |
| ステライトNo.6 | HRC40-46 | HRC51-53 | |||
| ステライトNo.1 | HRC51-60 | HRC60-63 | |||
| Ni基 | ヘガネス | インコネル625 | HRC10-15 | HRC23-25 | |
| コルモノイNo.6 | HRC60-62 | HRC63-66 | 自溶性合金 | ||
| ケナメタル | Deloro50 | HRC48-52 | HRC41-43 | 自溶性合金 | |
| Fe基 | ヘガネス | H13 | HRC52-54 | HRC54-56 | SKD61 |
| M2 | HRC62-64 | HRC63-67 | SKH51 | ||
| 山陽特殊製鋼 | SPM23 | HRC55-66 | HRC62-66 | 粉末ハイス |
例えば、Co基のステライトNo.6はカタログ硬度がHRC40~46に対して、LC硬度がHRC51~53となっています。もし、ステライトのガス肉盛り施工からLC施工に切り替えようとしたときに、硬度が高くなるという点に注意が必要です。後加工や部品使用の関係上、LC加工後の硬さをHRC40~46にしたいという時は、代替え粉末として、ステライトNo.21を使用することを推奨します。ガス肉盛りでは、HRC27~40となっていますが、LC施工だとHRC41~43まで上がります。ちょうど、ステライトNo.6のガス肉盛り並みの硬さになります。耐食性に関してもステライトNo.6とほぼ同程度となるので、使用には問題無いと考えます。しかし、肉盛り材料を変えるという事は、予期せぬトラブルを引き起こす可能性もあるので、慎重に検討する必要性があります。
レーザクラッディング技術の事例動画
2-2 LC施工の予熱効果
どのような肉盛り加工においても、肉盛り時に発生する割れ(クラック)は、同じように発生してしまいます。特に肉盛り後の硬さが高いタイプの肉盛り材はLC施工といえども割れやすくなります。他の肉盛り工法では、このような割れに対する対策として、肉盛り前に適切な予熱をかけてから、肉盛りをするという手法が取られています。今回は、LC施工において、予熱効果がどの程度あるのかをNi基自溶性合金のDeloro50(Table2)を例にして説明します。
【Tabele2 Deloro50成分表】
| Ni | Cr | C | Si | B | Fe | 硬さ | |
| Derolo50 | Bal. | 11.0 | 0.45 | 3.9 | 2.3 | 3.3 | 48-52 HRc |
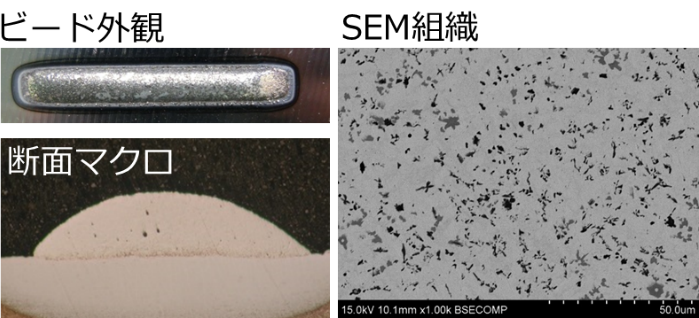
Deloro50はLC施工においては、割れやすい粉末のひとつに数えられます。LC施工後のビード外観、切断マクロ、SEM組織をFig.2に示します。外観や切断マクロでは、普通の見た目となっており、不具合は無いように感じますが、カラーチェックをしてみると、Fig.3のように赤い割れの指示模様がレーザの移動方向に対して垂直方向に出ています。Fig.3は出力や速度、粉末量を種々変化させ、様々な条件でLCをしています。しかし、どの条件においても割れが発生していることが見て取れます。

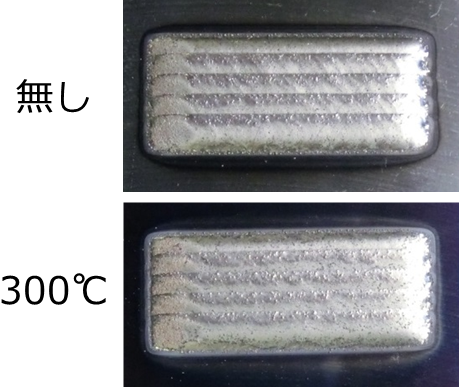
このDeloro50を割れが出ないようするために300℃の余熱を加えてLC施工をしたときの外観をFig.4に示します。LC後の外観は見た目ではほとんど変わりません。そして、それぞれのワークに対してカラーチェックをした時の結果をFig.5に示します。余熱無しのワークは割れの指示模様が出ていて、300℃余熱のワークは、割れの指示模様が出ていません。よって、LC施工においても予熱の効果がある事が言えます。予熱を行うことで、肉盛り部付近の温度勾配が緩やかになり、肉盛り時の変形や残留応力の軽減につながって、割れの発生を抑制できます。

2-3 硬質粒子複合肉盛り
PTA肉盛りなどで、耐アブレッシブ摩耗対策として、Co合金の肉盛り材などに硬質粒子であるタングステンカーバイト(WC)を混合させて肉盛りする事があります。これと同じような事が、LC施工においても出来るのかどうかについて説明します。Fig.6のように、2ポッド以上ある粉末供給機にそれぞれのポッドにCo合金と硬質粒子であるWCを入れます。そして、途中で2つの粉末をミックスさせて、LC施工用の肉盛りノズルにCo合金とWCを供給し、レーザ光で粉末を溶融させながら肉盛りをすれば、肉盛りが可能です。
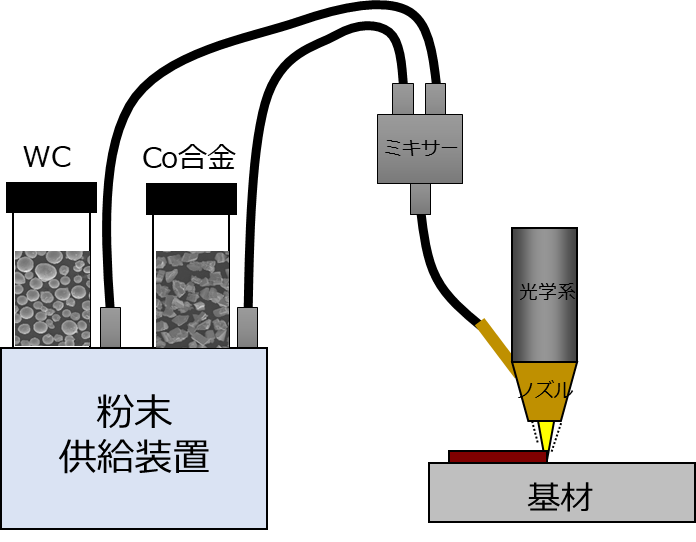
Fig.7に基材SUS304、肉盛り材としては、Co合金60wt%、WC40wt%の混合粉末を肉盛りしたときの切断面を示します。岩石のような白い粒がWC粉末となり、マトリックスがCo合金になります。適正な条件を選択すれば、肉盛り層全体にWCが均一に分散した肉盛り層の形成が可能となります。WC複合粉末のLC施工の注意点として、WC粉末がレーザ光で溶融しやすいので出来る限り、WC粉末を溶融させない条件設定が重要になります。WC粉末がレーザ光によって、溶融してしまうとFig.7のようにWC粉末がガス化して、ブローホールが発生しやすくなります。

2-4 傾斜肉盛り
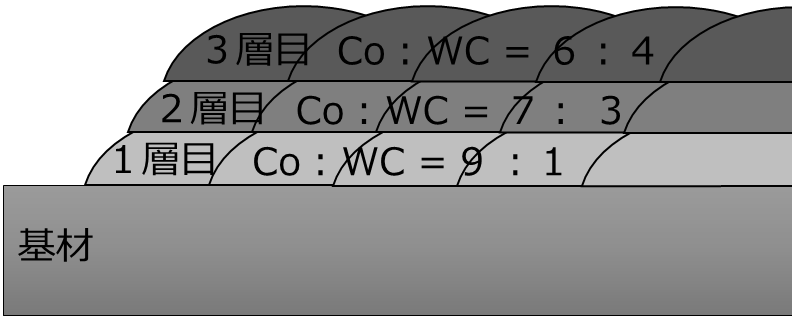
先ほどの混合粉末の供給方法を応用して、LC施工においては、傾斜肉盛りも可能です。Fig.8に概念図を示します。WC粉末の混合粉末は、割れ感受性が高く、厚く肉盛りをしてしまうと内部応力で割れてしまう可能性が高くなります。そのため、1層目(Co:WC=9:1)、2層目(7:3)、3層目(6:4)と肉盛りする中で、少しずつWC比率を上げていき、割れ対策をする手法も有ります。この工法は、WCが比較的均一に分散するLC施工ならではの工法と考えます。このように、WC比率を少しずつ上げる傾斜肉盛りをすれば、厚盛かつ割れが出にくいLC施工も可能となります。
2-5 LC施工後の熱処理
肉盛り粉末には、様々な種類の粉末があります。その中には、LC施工後に熱処理をすることで肉盛り部の機械的特性を向上できる粉末もあります。例えば、時効硬化系のステンレス鋼、粉末ハイス鋼などがあげられます。今回は、粉末ハイス鋼のLC施工について説明します。粉末ハイス鋼は、カタログ硬度としては、HRC60以上の硬度が出るケースが多いです。しかし、それは、粉末ハイス鋼に適した熱処理(焼入れ+焼戻し)を行う事で、狙いの硬さが出ます。LC施工のみをした場合、Fig.9のように肉盛り部の硬さは、HV600程度になります。これは、粉末ハイス鋼の一般的な硬度よりもかなり下回っています。粉末ハイス鋼には一般的にW(タングステン)やCr(クロム)、V(バナジウム)などの合金元素が多く含まれています。そのため、LC施工後は、残留オーステナイトが多量に残存するため、硬さが低下します。LC施工後に焼き戻し施工をすることで、残留オーステナイトをマルテンサイトにし、さらに炭化物を析出させることで、HV950程度の肉盛り層が出来ます。

以上のようにLCと熱処理を組み合わせることで、肉盛り部の硬さをHV600→HV950 まで硬さを上昇させることが出来ました。この工法に関して弊社では、「特開2013-176778 レーザクラッディング方法及び工具材」という特許を取得しています。詳しくは、そちらをご覧頂けたらと思います。
2-6 粉末メーカーによるLC施工性の違い
昨今は、LC加工も少しずつ認知度が上がってきています。その環境下で、当然のことながら、様々な粉末メーカーが独自の粉末を販売しています。今回、ご紹介するのは、Fe系粉末では各粉末メーカー(A社、B社、C社)が販売しているSKD61相当の粉末を例に挙げます。各粉末メーカーがSKD61として販売している粉末を同じLC条件で肉盛りをした場合、どのような違いがあるのかについて報告します。平面盛り(ハーフラップ)でLCを実施し、外観、内部の状態、肉盛り部の硬さの3項目について調査しました。その外観をFig.10 に示します。A~C社それぞれの肉盛り外観は、見た目はほぼ同じです。よって、外観からそれぞれの粉末の違いを明確に評価することはできませんでした。
次に肉盛り部を切断して、内部の状態について比較しました。結果をFig.11に示します。A社、B社、C社の切断面の状態を比較した時、少し違いが見て取れます。A社は肉盛り後の表面形状が平坦になっているのに対して、C社は平坦度が粗くなっているのが見て取れます。これは、粉末の溶融時の湯流れ性が主たる原因と考えます。溶融時の湯流れ性が良い、悪いは、粉末の融点が関わってきます。融点が低い場合、溶けている時間が長くなるので、平滑な表面になりやすく、融点が高い場合、溶けている時間が短くなり、平滑になる前に肉盛り部が凝固してしまいます。そのため、表面が凹凸になりやすいです。

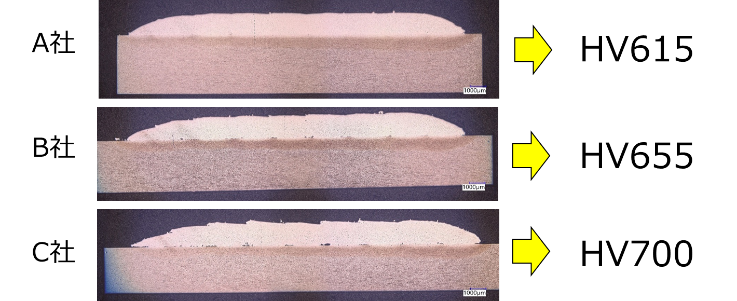
最後に、肉盛り部の硬さに関しても比較します。A社がHv615、B社がHv655、C社がHv700となり、湯流れ性が良ければ、硬度が低く、悪ければ、高くなっています。ある一定の相関性は見て取れます。しかし、他の粉末においても同じ結果になるのかどうかは、詳細に調査していないので、今後のテーマとして考えています。
3.まとめ
今回は、LCの応用事例についてまとめました。LC加工もレーザによる熱加工になるので、予熱が肉盛り品質の特性を左右します。また、硬質粒子などを混ぜる事で、より特性の高い肉盛り層を形成でき、さらに、肉盛り後に熱処理を加える事で、肉盛り層の新たな特性を引き出すこともできます。LC施工単体では、出来ない事も他の技術と上手に組み合わせることでより、高機能な肉盛り層を形成することができます。
関連サービス


この記事の執筆者
富士高周波工業株式会社 代表取締役
後藤 光宏
特級金属熱処理技能士/レーザ加工管理技術者名誉1級/滋賀県立大学 博士課程 在学中
小学生から大学までは野球漬けの日々を送る。
大学卒業後はポンプメーカーに1年間従事した後、2004年に富士高周波工業(株)に入社。
2008年からレーザ焼入れの開発に従事し、2018年に代表取締役に就任。
オンライン名刺はこちら