1.はじめに
レーザ焼入れにおいて硬化しやすい材質や硬化しにくい材質など色々あります。その理由も含めて簡単に解説していきます。設計段階でレーザ焼入れを検討するにあたり、設計技術者の参考にして頂ければと思います。
2.材質別レーザ焼入れデータ
2-1 機械構造用炭素鋼(SxxC)、合金鋼(SCMxxx)
レーザ焼入れや高周波焼入れにおいて最もポピュラーな材質は、S45Cなどの機械構造用炭素鋼やSCM440などの機械構造用合金鋼になります。これらの材質は、含有される炭素量によってレーザ焼入れ後の硬さが変化します。それぞれの硬さ一覧をTable1に示します。
【Table1 材質別レーザ焼入れ後の表面硬さ】
| 材質 | 炭素含有量(%) | 硬さ(HRC) |
| S35C | 0.32〜0.38 | 48〜53 |
| S45C | 0.42〜0.48 | 55〜60 |
| S50C | 0.47〜0.53 | 58〜63 |
| SCM435 | 0.44〜0.38 | 53〜58 |
| SCM440 | 0.38〜0.43 | 57〜62 |
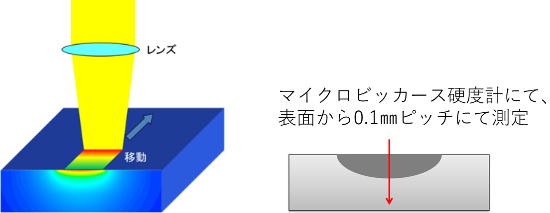
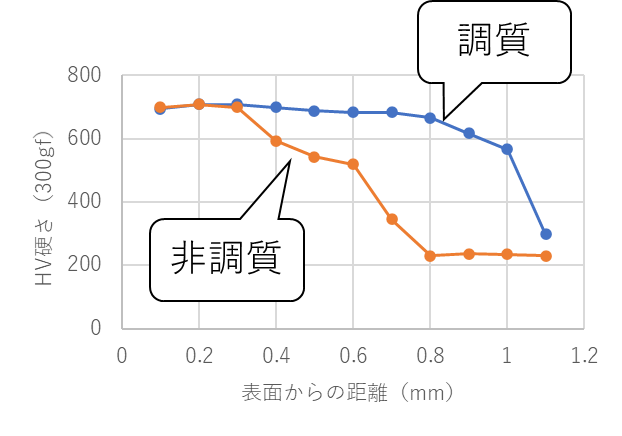
また、同じ材質でもレーザ焼入れ前に調質(焼入れ焼戻し)をするかしないかでも、焼入れ性には差が出てきます。SCM440の調質材と非調質材を比較した時のデータをFig.1に示します。50mm×50mm×10mmのSCM440のワークにレーザの照射条件を同じ条件にし、レーザ焼入れを実施し、それぞれの内部硬度をマイクロビッカース硬度計にて測定しました。その結果、調質材と非調質材の表面硬度においては大きな差は見られないが、内部硬度において、調質材1.15mm、非調質材0.65mmというように硬化層深さの差が出ています。これは、レーザ焼入れ前に調質(焼入れ焼戻し)をすることで、組織が微細化しており、焼入れ性が良い組織状態になった為に同じ出力、速度でも硬化層がより深くなっています。よって、調質をするかしないかで差が出るのは、表面硬度よりもむしろ硬化層深さに顕著に差が出てきます。そのため、図面規格でより硬化層深さを厳密に管理しなければならない製品は、調質をすることが望ましいと言えます。
関連動画
2-2 鋳物材
大型のプレス金型や工作機械のベッド、その他複雑形状部品などは、鋳物材で製作されることがあります。世の中には、様々な鋳物材が有りますが、今回は、FCD材(球状黒鉛鋳鉄)、FC材(ねずみ鋳鉄)について紹介します。それぞれの鋳物材は、どちらもの組成もフェライト、パーライト、グラファイト(黒鉛)から成り立っています。FCD材、FC材で共通で言える事は、パーライト率が高いか低いかによって、焼入れ性が異なるといった点です。Table2に鋳物材のレーザ焼入れ結果について示します。
【Table2 鋳物材のレーザ焼入れ】
| 材質 | 表面硬さ | 備考 |
| FCD450 | HV300〜350 | レーザ焼入れによる硬度アップはあまり望めない |
| FCD500 | HV600〜700 | 表面硬度にばらつきが生じやすい |
| FCD600 | HV600〜700 | レーザ焼入れに適した材質と言える |
| FCD800 | HV600〜700 | レーザ焼入れに適した材質と言える |
| FC250 | HV500〜550 | 12mmのビーム幅に対して、8mmの硬化層有り |
| FC300 | HV600〜650 | 焼入れ幅は、FC250と同等だが、表面硬さはHV100程度上がる |
FCD材においては、FCD450〜800を比較しています。FCD材は、450が最もパーライト率が低く、800が最もパーライト率が高い材質になります。そのため、表面硬度は、FCD450と比較してもFCD800 の方が高くなっています。FC材については、250と300を比較しています。やはり、FC材においても一般的にパーライト率が高いFC300の方が硬度が高いという結果になっています。よって、鋳物材において、焼入れが出来る出来ないの判断をするときにパーライト率を見るという事が重要な指標になります。
2-3 SUS440C、SKD11などCrを多く含む鋼材
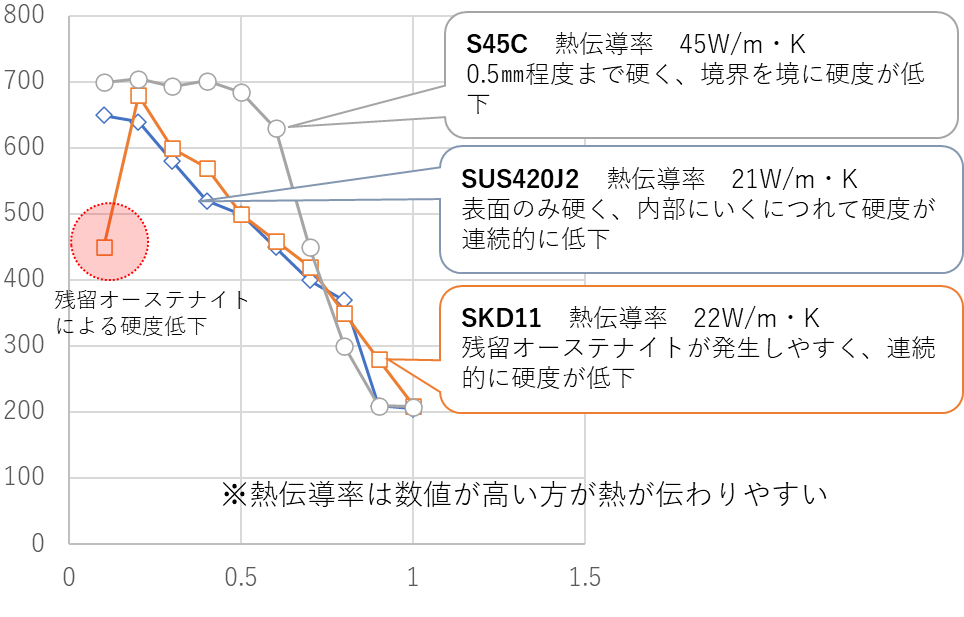
最後に紹介するのは、SUS440やSKD11などのCrを多く含む鋼材です。レーザ焼入れデータをFig.2に示します。結論から申しますと、SUS440、SKD11などのCrを多く含む材質はレーザ焼入にあまり適さないという事が言えます。その理由として、耐食性や耐摩耗性を向上させるためにCrなどの合金元素が多く添加され、合金炭化物(Cr炭化物など)の状態で分散しています。これらの合金炭化物は、炭素鋼や低合金鋼におけるセメンタイト(鉄の炭化物)よりも、オーステナイト中に溶けにくいという特徴があります。そのため合金炭化物を多く含む素材では、焼入れ時に変態温度よりもかなり高温で、一定時間保持する必要があります。しかし、レーザ焼入れのような急加熱、急冷処理の場合、高温での保持時間が極めて短くなるため、十分な硬さを得ることが困難になります。また、合金元素が多い材料は一般的に熱伝導率が低くなりやすいです。Fig.2からもわかるように、S45Cで45W/m・K、SUS420J2で21W/m・K、SKD11で22W/m・Kとなっており、合金元素を多く含む材質は、S45Cなどの鋼材と比較しても2倍程度、熱伝導率が悪いことが分かるかと思います。熱伝導率が悪ければ、レーザ照射時に表面が溶融しやすくなり、このことも合金元素の多い材料がレーザ焼入れに適さない原因として挙げられます。
3.まとめ
今回は、様々な材質でのレーザ焼入れの焼入れ性や硬度について解説しました。設計をするにあたり、この基礎的な情報を理解することで、より上手にレーザ焼入れを活用できるかと思います。日本の製造業では、様々な材質が使われています。ここでは紹介できなかった材質に関しては、いつでもお問い合わせいただければと思います。
関連サービス


この記事の執筆者
富士高周波工業株式会社 代表取締役
後藤 光宏
特級金属熱処理技能士/レーザ加工管理技術者名誉1級/滋賀県立大学 博士課程 在学中
小学生から大学までは野球漬けの日々を送る。
大学卒業後はポンプメーカーに1年間従事した後、2004年に富士高周波工業(株)に入社。
2008年からレーザ焼入れの開発に従事し、2018年に代表取締役に就任。
オンライン名刺はこちら